
Clean solutions where it matters most.
Since the very first days of KOBO, our chain technology has been used successfully in bakeries, bottling plants, and for processing meat, vegetables, and grains. Just as in the past, our innovative concepts continue to impress today, and you’ll find that our solutions have become the gold standard for numerous applications.
Industrial standards as well as all imaginable hygiene and legal requirements guide the design, development, and implementation at KOBO. When it comes to chains in the food and beverage industry, our ideas and solutions are always cutting edge.



Baking Industry
Many OEMs and end customers rely on our state-of-the-art chain technology. For industrial bakeries such as pizza and bread bakeries, we manufacture special heat-resistant solutions and custom chains for applications like tunnel ovens, proofing cabinets, or pre-baking ovens.
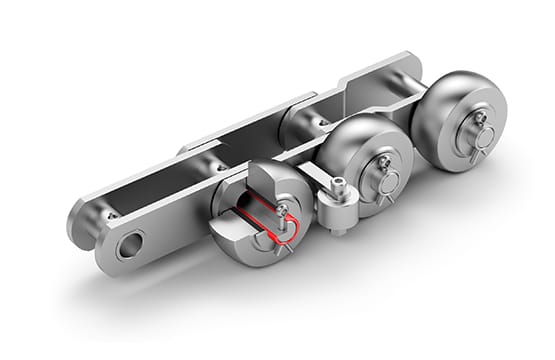
KOBO’s research and development consistently produces innovative designs. One such innovation are special carbon components. These components have an extended lifetime, are maintenance-free, and provide one further advantage: rollers are mounted on the outside of the chain and can be replaced quickly, saving money and maintenance time.
All chains can be offered in metric and imperial dimensions.
KOBO chains are used in:
- Tunnel ovens
- Proofers
- Pre-bake ovens
KOBO’s carbon bushings stand for:
- Extended lifetime
- Low maintenance
- Easy replacement
- Availability in different options

Slaughterhouse Industry
The variety of conveyor equipment in slaughterhouses is high, and hygienic requirements are of utmost importance in this segment of the industry.
To ensure minimal operational downtime, our customers also expect highly efficient conveyors with long lifetimes. KOBO meets these demands and delivers a wide range of chains such as cardan-type chains, u-joint chains, or drop-forged chains for overhead conveyors.
Depending on the application, our chains can be zinc coated or made of stainless steel.

Sterilizer Industry
Crafting engineered chains for sterilizing food is one of the most complex processes for chain manufacturers. The chains need to meet two crucial requirements: resistance against aggressive media and high temperatures in the working environment. KOBO´s products meet these requirements.
We choose state-of-the-art materials in the manufacturing process such as martensitic stainless steel in combination with bronze bushings. Only these materials comply with the high standards of KOBO engineering.
Besides chains, KOBO also manufactures sprockets. Chains and sprockets form a unit, so ideally they come from one supplier in order to avoid any misunderstandings, malfunctions, or other problems. KOBO is your one-stop shop for complete chain solutions.

Grain Handling Industry
Trough conveyor chains are used in various applications and in different industries, but especially in the food industry. KOBO’s trough conveyor chains are based on the German industry norms DIN 8165 and DIN 8167.
Components and material specifications will be determined based on the special requirements for the conveyor and the conveyed material.
KOBO manufactures the standard range of trough conveyor chains as well as special solutions with custom-made designs in metric and imperial dimensions.
