
Optimally adapted. For nearly all conveyor processes.
Whether your bulk materials are coarse or fine-grained, corrosive or abrasive, hot or cold – for decades, KOBO has worked with major equipment manufacturers in the bulk handling industry to create unique solutions for a unique industry.
Throughout our long and rich company history, we’ve proven to be a knowledgeable and reliable partner for both equipment manufacturers and end users worldwide.
KOBO is not just a chain supplier. As a one-stop shop we supply chains, sprockets, rollers, pans, buckets, and attachments.
Our chains and accessories are used to move many different types of bulk materials across a wide variety of industries. For example:
- Cement Industry for limestone, coal, and clinker transportation
- Biomass Industry for pellet transportation
- Energy Industry for coal, gypsum, and ash transportation
- Wood and Paper Industry for chips transportation
- Palm Oil Industry for organic waste transportation
- Fertilizer Industry for granulates and sulfur transportation


Reclaimer Systems
As a company for roller chains and conveyor chains, we know how important it is for individual links to fit together perfectly. Only then do things run optimally – just like in a good, cooperative partnership.
We therefore see customer focus as an essential criterion for common success. Every project is important to us. We always want to meet requirements and exceed expectations. That is why we attach great importance to sustainable relationships, rather than one-time success.

Pan Conveyor System
Pan conveyor systems for horizontal transportation as well as for high-incline operations are part of KOBO’s product portfolio. Hot materials such as clinker can be conveyed from the cooler to clinker silos in a cement mill.
Other applications of pan conveyors include raw mills and crushers with high shock load requirements. KOBO manufactures chains with attachments such as rollers, pans, and buckets as one interacting system and produces all components in-house. Anti-backbending features as well as double link chains with extremely high breaking loads are typical characteristics for pan conveyor chains. Whether it is metric or imperial design, KOBO is your reliable partner.

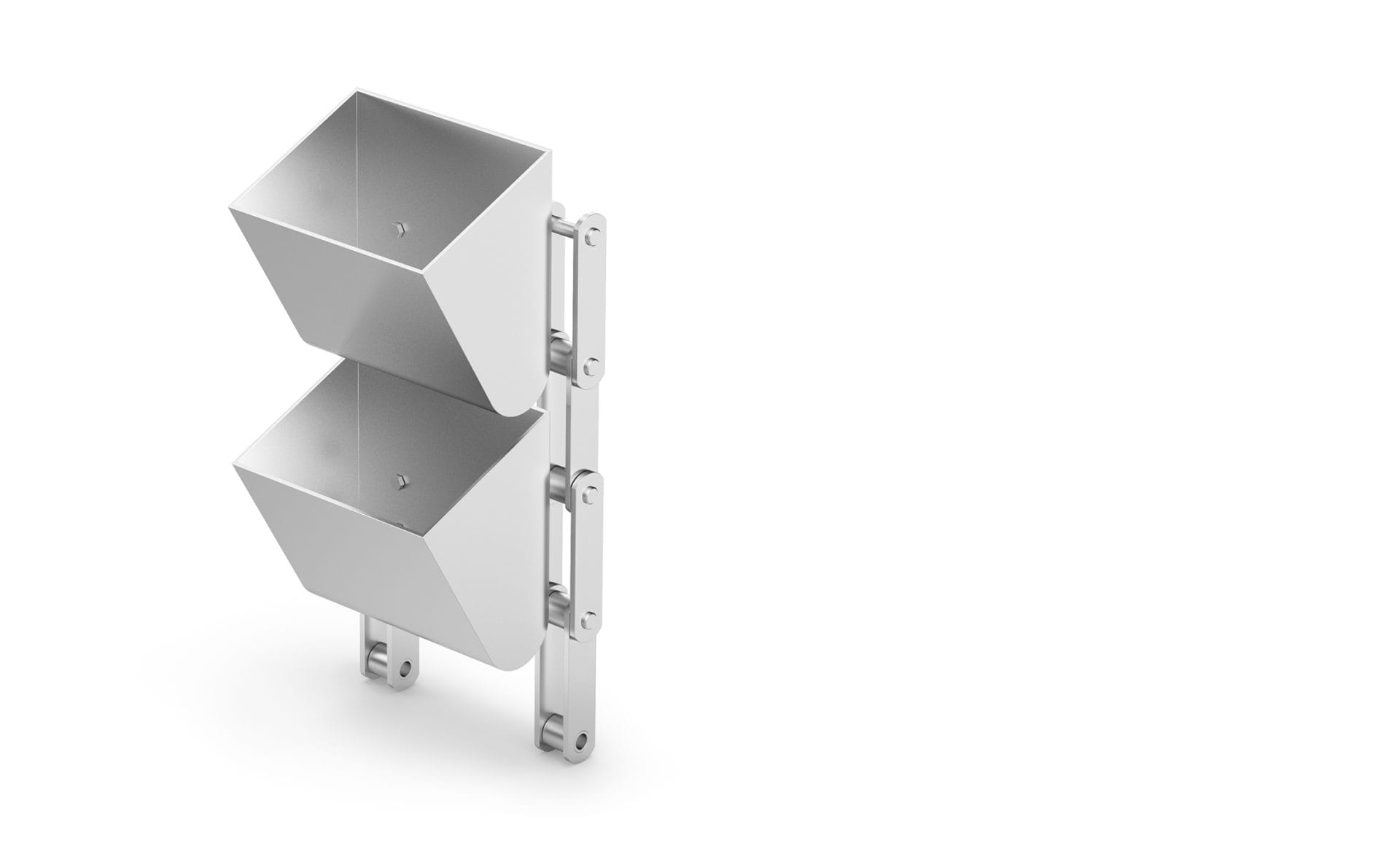
Bucket Elevators
Bucket elevators are moving bulk material vertically under high speeds. Due to the speed, potential shock loads, and high temperature, bucket elevator chains are carefully designed for high-fatigue loads. The most critical applications are in the cement industry. Of course, bucket elevators are also used in various other industries such as grain handling, fertilizer, or the food industry. KOBO manufactures bucket elevator chains for single or double strand use, traction wheels, and sprockets.

Pans, Rollers, Buckets
Attachments are directly connected to the chains and interact with all moving parts in the conveyor. Therefore, it is critical to understand the importance of these components. As part of the system, attachments can improve the lifetime of the chains, if properly designed. Our customers’ maintenance departments can rely on KOBO as their one-stop shop for chains, sprockets, and components.
Chain technology from Germany since 1894. Quality Progress is our tradition.
